铸铁装配平台表面硬度的测试方法是按铸铁平台刚度测试装置在被测铸铁平台工作面上装好测试装置,在不加砝码时,将比较仪的测头与工作面相接触(为使测量准确,可在测头与工作面之间放一块薄的量块)并记下读数。装配平台的塑性与韧性的提高,金属热处理是机械制造中的重要工艺环节,焊接平台与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变铸铁平板表面的化学成分,赋予或改工件的使用性能。
铸铁装配平台的材质为强度铸铁HT200-250,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁平台,铸铁平板进行热处理的目的是减少铸件中的应力,铸铁平板的部分白口组织,提高铸铁平台工作表面的硬度和抗磨性,使铸铁平台的精度稳定,抗磨性能好,回过火的铸件也能很好的加工。
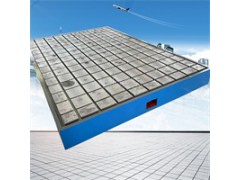
铸铁装配平台铸造型体有双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以满足生产中不同铸铁平台的不同工作需要。
铸铁装配平台的规格一般为:500*500-3000*6000,(异性规格可按图纸订做)。铸铁装配平台工作面采用刮削即人工刮研工艺,铸铁平台按我国标准计量检定规程执行,分别为1级铸铁装配平板、2级装配平台、3级T型槽装配平台。
铸铁装配平台分为三个阶段:外表的加工质量要求较高,分为粗加工、半精加工和精加工。加工质量为主,有利于设备的合理使用,便于组织热处理工艺,并发现坯料缺点等。
装配平台前后孔:箱体、支架、连杆等零件应先加工平面后加工孔。使加工孔经过平面定位,平面与孔的方位精度,方便了平面加工。
焊接精度,铸铁平台别离进行了粗精加工。生铁平台粗加工削量大,工件受到的切削力大、夹紧力大、发热量多、加工外表有显着的加工硬化现象,工件内部存在较大的内应力,粗加工接连进行时,精加工后的零件精度因应力的再散布而丧失。对一些加工精度的零件。在粗加工后及精加工前,应组织低温退火及时效处理工序内应力。
铸铁装配平台主要应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械备,可以拼装使用。对于防止装配平台变形的,在我们主要途径就是是预防或平台的铸造应力http://www.chinaweiyue.com/咨询13231713280。
以上就是关于铸铁装配平台:灰铁标准铸铁件用处大的很!全部的内容,关注我们,带您了解更多相关内容。
特别提示:本信息由相关用户自行提供,真实性未证实,仅供参考。请谨慎采用,风险自负。